Často sa uvádza, že pri tejto triede „nastupuje EDM a CNC končí“. Realita výroby je však vyváženejšia.
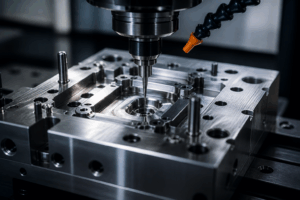
Správanie Armoxu 600 pri CNC frézovaní
Z technologického pohľadu sa Armox 600 správa ako materiál s extrémnym odporom proti plastickej deformácii. Rezné sily sú vysoké, ostrie je silno namáhané a teplo sa koncentruje priamo do nástroja.
EDM umožňuje:
Typické javy pri CNC obrábaní:
- rýchla degradácia ostria
- nutnosť veľmi nízkych rezných rýchlostí
- obmedzená hĺbka záberu
- citlivosť na vibrácie
- vysoké nároky na tuhosť stroja
To však neznamená, že sa Armox 600 nefrézuje.
V praxi sa bežne CNC obrábajú:
- rovinné plochy
- dosadacie plochy
- otvory
- hrubovanie väčších objemov materiálu
- funkčné geometrie vyžadujúce presnú rovinnosť

Kde začína dávať EDM technologický zmysel
Voľba technológie delenia priamo určuje, či si zachová svoje ochranné vlastnosti alebo dôjde k ich degradácii.
EDM rezanie a hĺbenie vstupuje do procesu tam, kde:
- je potrebná zložitá kontúra
- je hrubý materiál s úzkymi vnútornými tvarmi
- trieskové obrábanie spôsobuje vibrácie
- náklady na nástroje rastú neúmerne
Výhody EDM pri Armoxe 600:
- nulové rezné sily
- žiadne vibrácie
- žiadne mechanické pnutie
- stabilná presnosť aj pri hrubých profiloch
- nezávislosť od tvrdosti materiálu
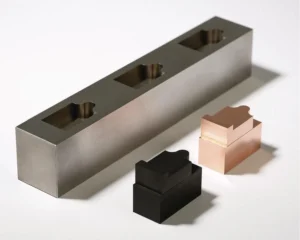
EDM je obzvlášť výhodné pri:
- presných výrezoch
- tvarovo náročných dutinách
- ostrých vnútorných rohoch
- úpravách už tepelne spracovaných dielov
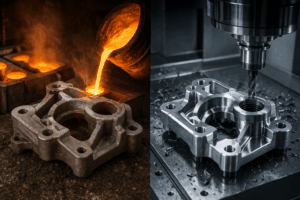
Reálna výrobná stratégia: kombinácia CNC + EDM
Najefektívnejší prístup pri Armoxe 600 nie je „buď–alebo“.
EDM tu nie je náhrada CNC – je jeho doplnenie tam, kde trieskové obrábanie stráca efektivitu.
Technologicky optimálne riešenie býva:
- CNC frézovanie základných plôch a objemov
- EDM rezanie alebo hĺbenie presných tvarov
- CNC dokončovanie funkčných plôch
Takýto postup:
- znižuje náklady na nástroje
- skracuje výrobné časy
- stabilizuje proces
- zvyšuje presnosť
Tepelné a štrukturálne hľadisko
Pri agresívnom CNC obrábaní môže dochádzať k lokálnemu prehrievaniu povrchu. Pri Armoxe 600 je to citlivé najmä kvôli zachovaniu balistických a mechanických vlastností.
EDM pracuje bez mechanického tlaku, tepelne ovplyvnená vrstva je minimálna a kontrolovateľná. Preto je vhodné najmä pre kritické časti dielov.
Armox 600 v praxi v CDL
V spoločnosti CDL sa s obrábaním pancierových ocelí stretávame pravidelne – od presných technických dielov až po konštrukčné komponenty vystavené extrémnemu zaťaženiu. Chápeme, že pri materiáloch ako Armox nie je cieľom len „odobrať materiál“, ale zachovať jeho štrukturálnu integritu a ochrannú funkciu.
EDM je u nás plnohodnotnou výrobnou technológiou, ktorá:
- Dopĺňa CNC obrábanie pri náročných geometriách – tam, kde rotačný nástroj kvôli svojmu polomeru nedokáže vytvoriť ostrý vnútorný roh alebo hlbokú, úzku štrbinu, nastupuje naša elektroerózia.
- Umožňuje presné úpravy v zakalených materiáloch – v CDL dokážeme realizovať dodatočné úpravy a tvarové zmeny na dieloch, ktoré sú už vo finálnom stave tvrdosti, čím eliminujeme riziko rozmerových odchýlok po tepelnom spracovaní.
- Zvyšuje kvalitu a spoľahlivosť finálnych dielov – vďaka bezkontaktnému princípu nedochádza k vnášaniu zvyškového pnutia do materiálu, čo je kritické najmä pri komponentoch podliehajúcich dynamickému namáhaniu a balistickým rázom.
Vďaka kombinácii skúseností technológov a moderného EDM vybavenia dokážeme efektívne riešiť aj projekty, kde by klasické obrábanie nebolo technologicky udržateľné.