Dutiny tohto typu v praxi znamenajú jediné: čo ešte funguje pri plytkej geometrii, pri hlbokej verzii prestáva byť spoľahlivé. A práve tu prichádza k slovu EDM.
Keď sa fyzika začne ozývať: limity klasického obrábania
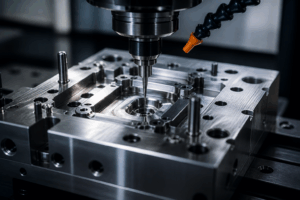
Pri frézovaní hlbokých dutín sa problémy nezačínajú objavovať postupne – väčšinou sa „zosypú“ naraz. Najprv jemné vibrácie, potom zhoršený povrch a nakoniec zlomený nástroj.
Typický scenár? Predstavte si dutinu hlbokú 120 mm, obrábanú nástrojom s priemerom 6 mm v kalenej nástrojovej oceli. Aj pri ideálne nastavených podmienkach začne nástroj približne v polovici hĺbky strácať stabilitu. Vibrácie sa prenášajú do celého procesu, kvalita kolíše a životnosť nástroja dramaticky klesá.
Do toho vstupuje ďalší problém – triesky. V úzkom priestore sa nemajú kam odvádzať, hromadia sa a začínajú sa opätovne rezať. Výsledkom je lokálne prehrievanie, poškodený povrch a ďalšie zhoršenie stability.
A keď sa k tomu pridá tepelná záťaž v reznej zóne, dostávame kombináciu, ktorá je technologicky veľmi ťažko zvládnuteľná.
Výsledok? Proces, ktorý je:
- nestabilný
- ťažko opakovateľný
- nákladný na korekcie a prestoje
EDM: keď odstránite kontakt, odstránite problém
EDM (elektroerozívne obrábanie) funguje na úplne inom princípe. Materiál sa neodoberá mechanicky, ale pomocou elektrických výbojov medzi elektródou a obrobkom.
Znie to ako detail – ale v skutočnosti ide o zásadnú zmenu. Neexistuje totiž mechanický kontakt. A to znamená žiadne rezné sily, žiadne vibrácie, žiadne ohýbanie nástroja.
Zrazu prestáva byť hĺbka dutiny limitujúcim faktorom. EDM dokáže pracovať rovnako stabilne pri 20 mm aj pri 200 mm.
Kde EDM dáva najväčší zmysel?
Najväčší prínos EDM sa ukazuje pri geometriách, ktoré sú pre klasické obrábanie hraničné alebo úplne nereálne.
Hlboké dutiny vo formách na plasty
Pri výrobe foriem sa často stretávame s dutinami hlbokými 150 až 300 mm, ktoré obsahujú ostré rohy a jemné detaily. Frézovanie tu naráža na limity, EDM umožňuje tieto tvary vyrobiť bez kompromisov.
Úzke rebrá a štruktúry
Rebro široké 0,5 mm a hlboké desiatky milimetrov? Pri trieskovom obrábaní extrémne rizikové. Pri EDM štandardná operácia.
Komponenty pre tlakové liatie
Komplexné dutiny, tenkostenné oblasti a vysoké nároky na presnosť – EDM tu prináša stabilitu, ktorú klasické metódy nevedia garantovať.
Reálny pohľad z výroby
Pri jednom z projektov sme riešili formu pre automotive konektor s hĺbkou dutiny 180 mm a rebrom širokým 0,8 mm.
Pri pokuse o klasické obrábanie sa objavili:
- vibrácie
- nevyhovujúca kvalita povrchu
- časté poškodenie nástroja
Prechod na EDM znamenal zásadnú zmenu:
- stabilný proces bez výkyvov
- presnosť na úrovni ±0,01 mm
- nulová potreba dodatočných korekcií
Nie je to len o tom, že sa to „dá vyrobiť“. Je to o tom, že sa to dá vyrobiť spoľahlivo.


Stabilita ako najväčšia pridaná hodnota
Pri hlbokých dutinách už nejde len o presnosť. Kľúčová je stabilita procesu. Výroba potrebuje: predvídateľnosť, opakovateľnosť, minimálne riziko zlyhania.
A práve tu má EDM najväčšiu hodnotu. Namiesto neustáleho ladenia parametrov a riešenia problémov dostávate proces, ktorý funguje konzistentne.
EDM ako strategická technológia
V CDL nevnímame EDM ako doplnok ku klasickému obrábaniu. Vnímame ho ako nástroj, ktorý umožňuje riešiť geometrie, ktoré by inak znamenali kompromisy – alebo by neboli realizovateľné vôbec.
Pomáha nám:
- eliminovať vibrácie a mechanické vplyvy
- zvyšovať spoľahlivosť výroby
- posúvať hranice toho, čo je vyrobiteľné
Záver
Hlboké a úzke dutiny sú typickým príkladom operácie, kde sa rozhoduje medzi „funguje to nejako“ a „funguje to spoľahlivo“.
Klasické obrábanie tu často naráža na svoje limity.
EDM tieto limity obchádza.
A práve preto dnes patrí medzi kľúčové technológie moderného nástrojárstva.