Armox 500 predstavuje v strojárstve pomyselnú deliacu čiaru. Je to bod, kde končí „bežné obrábanie“ a začína nekompromisný súboj medzi materiálom a reznou hranou. S tvrdosťou pohybujúcou sa v rozmedzí 500 – 550 HBW (Brinell) už tento materiál neodpúšťa chyby v stratégii, tuhosti upnutia ani vo voľbe nástrojovej geometrie.
Mechanika trieskového obrábania
Pri obrábaní Armoxu (tvrdosť 500 HBW Brinell) sa stretávame s extrémnym nárastom rezných odporov, ktoré priamo vyplývajú z jeho metalurgickej podstaty. Materiál vykazuje unikátnu, ale pre obrábača problematickú kombináciu vysokej húževnatosti a extrémnej tvrdosti. To znamená, že na prekonanie medze pevnosti a následné oddelenie triesky je potrebné vynaložiť značnú mechanickú energiu, čo v procese generuje špecifické javy:
Fenomén deformačného spevnenia
Armox 500 má tendenciu pri tlaku reznej hrany lokálne zvyšovať svoju tvrdosť. Ak nástroj nie je v perfektnom stave alebo sú posuvy nastavené príliš nízko, rezná hrana materiál nereže, ale len „leští“ a stláča. Tým vzniká pod povrchom extrémne tvrdá vrstva, ktorá pri ďalšom prechode nástroja pôsobí ako brúsny kameň, čo vedie k okamžitému vyštiepeniu karbidu.
Kritická energetická bilancia
Enormná sila potrebná na prienik nástroja do materiálu sa takmer okamžite transformuje na teplo. Zatiaľ čo pri bežných oceliach sa až 80 % tepla odvádza v trieske, pri Armoxe 500 zostáva kritická časť tepelnej energie uväznená v mieste strihu. Tento stav vytvára obrovský tlak na tepelnú stabilitu reznej hrany.
Tepelné namáhanie a difúzia
Vysoká koncentrácia tepla v úzkej zóne kontaktu spôsobuje, že rezná hrana pracuje v podmienkach blízkych teplote tavenia spojiva v karbide. Bez špičkového povlakovania dochádza k tzv. difúznemu opotrebeniu – častice nástroja sa pod vplyvom teploty doslova rozpúšťajú v odchádzajúcom materiáli obrobku.
Nároky na stabilitu vretena
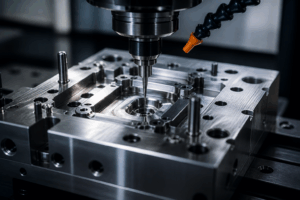
Mechanický odpor materiálu sa prenáša späť do stroja ako séria mikrorázov. Každý záber zuba frézy do materiálu Armox 500 predstavuje pre vreteno a jeho ložiská enormný dynamický šok. Akákoľvek nepresnosť v hádzaní nástroja (run-out) nad 0,01 mm sa v tomto prostredí exponenciálne násobí a vedie k deštrukcii nástroja v priebehu niekoľkých sekúnd.
Nástrojové vybavenie a tuhosť sústavy
Opotrebenie nástrojov pri Armoxe 500 je rýchle a lineárne. Bez špecializovaných monolitných karbidov alebo vymeniteľných břitových doštičiek s nano-povlakmi (napr. TiAlN, AlTiN alebo moderné viacvrstvové PVD povlaky) je udržanie rentability sériovej výroby prakticky nemožné.
Geometria
Vyžaduje sa negatívny uhol čela a robustná fazetka na spevnenie ostria. Príliš ostrá geometria by sa pod tlakom okamžite vylomila.
Vibrácie
Armox 500 funguje ako „ladička“. Akákoľvek vôľa v ložiskách vretena alebo nedostatočná tuhosť upnutia obrobku vyvolá mikrovibrácie. Tie majú za následok mikro-vyštiepovanie karbidu, čo exponenciálne zrýchľuje proces degradácie nástroja.
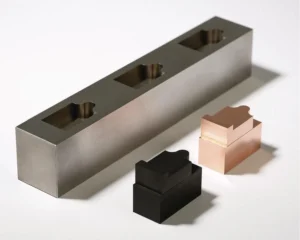
Fenomén EDM: Keď mechanika naráža na limity
Práve pri tvrdostiach nad 500 HB začína EDM (elektroerozívne) rezanie dominovať ako primárna technológia pre tvarovanie zložitých kontúr. Na rozdiel od frézovania, EDM proces neberie do úvahy mechanickú tvrdosť materiálu, ale jeho elektrickú vodivosť.
Výhody EDM pri Armoxe 500:
Nulové mechanické zaťaženie
Nedochádza k deformácii plechu ani pri rezaní tenkých stien.
Absencia opotrebenia nástroja
Drôt sa neustále odvíja, čím je zabezpečená konštantná presnosť počas celého rezu.
Rezanie extrémnych hrúbok
Poradí si s hrúbkou 100 mm a viac s kolmosťou, ktorú mechanické pílenie či plazma nikdy nedosiahnu.
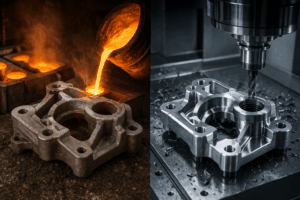
Hybridná stratégia: Najlepšie z oboch svetov
V modernej praxi sa presadzuje kombinovaný prístup, ktorý optimalizuje náklady na jeden kus (Cost per Part).
Hrubovanie (EDM)
Vyrezanie základného tvaru a otvorov pomocou drôtovej elektroerózie. Tým sa eliminujú obrovské náklady na drahé hrubovacie frézy, ktoré by pri Armoxe 500 mali životnosť počítanú v minútach.
Dokončovanie (CNC)
Presné funkčné plochy, závity (často pomocou tvrdokovových závitových fréz) a zrazenia hrán sa dokončujú na CNC frézach.
Metalurgické riziká pri opracovaní
Armox 500 je tepelne spracovaná oceľ. Pri obrábaní nasucho alebo pri nedostatočnom chladení hrozí, že v mieste rezu dôjde k prekročeniu teploty popúšťania. Ak sa povrch materiálu „prepáli“, stráca svoju deklarovanú tvrdosť a balistickú odolnosť. Intenzívne chladenie emulziou pod vysokým tlakom (stredové chladenie) je preto pri CNC operáciách prakticky nevyhnutnosťou.
Vaša istota v spracovaní Armoxu
Spracovanie a úprava panciera Armox je technologicky zvládnuteľné, no vyžaduje presne riadený proces, skúsenosti s tvrdými materiálmi a dôslednú kontrolu rezných parametrov. Pri správnom nastavení je možné vyrábať presné pancierové diely bez straty pevnosti, tvrdosti a ochrannej funkcie materiálu.
V CDL sa dlhodobo sústreďujeme práve na presné EDM rezanie a CNC obrábanie pancierových materiálov. Naše rozsiahle skúsenosti so spracovaním tvrdej balistickej ocele Armox umožňujú zachovať nielen geometrickú presnosť dielov, ale aj ich funkčný balistický výkon.
Cieľom nie je len vyrobiť diel, ale vyrobiť ho správne – s rešpektom k limitom panciera Armox. Armox 500 nie je materiál, ktorý odpúšťa chyby. Je to pancier, ktorý vyžaduje presnosť, kontrolu a skúsenosti.